


Most people who use an AODD pump never see anything before the day it arrives at their plant, gets bolted onto a skid, and starts moving fluid. What they don't see is what happens before that moment — the raw material, the CNC machines, the leak test run for the third time because the second result looked almost right but not quite. This is that part of the story.
An AODD pump that performs reliably for years in a chemical transfer line isn't reliable because of what's printed on its datasheet — it's reliable because of what happened to it on the shop floor, station by station, before it ever shipped. Here are all 11 stages.
Before precision machining begins, every AODD pump starts with moulding. This is where raw material is transformed into the basic shape of critical components — the pump body, manifolds, and covers. Although these parts are still rough at this stage, the quality of the moulding process directly influences every manufacturing step that follows.
A well-produced moulding reduces machining time, improves dimensional consistency, and helps ensure the finished pump delivers reliable performance. Defects such as porosity, shrinkage, or surface imperfections can compromise strength and sealing capability, making careful inspection at this stage essential. Antlia Engineering Works carries out this operation using two injection moulding machines.
Manual machining can produce a precise part. CNC (Computer Numerical Control) machining produces the same precise part, one thousand times in a row, without drift. That consistency is the entire point.
Each AODD pump consists of several components that are precision machined. The most important are the main and pilot shafts — both CNC machined — which are essential to the pump's operation and movement. If a customer needs a replacement part five years after buying the pump, that replacement only fits correctly because the CNC program that made the original hasn't changed.
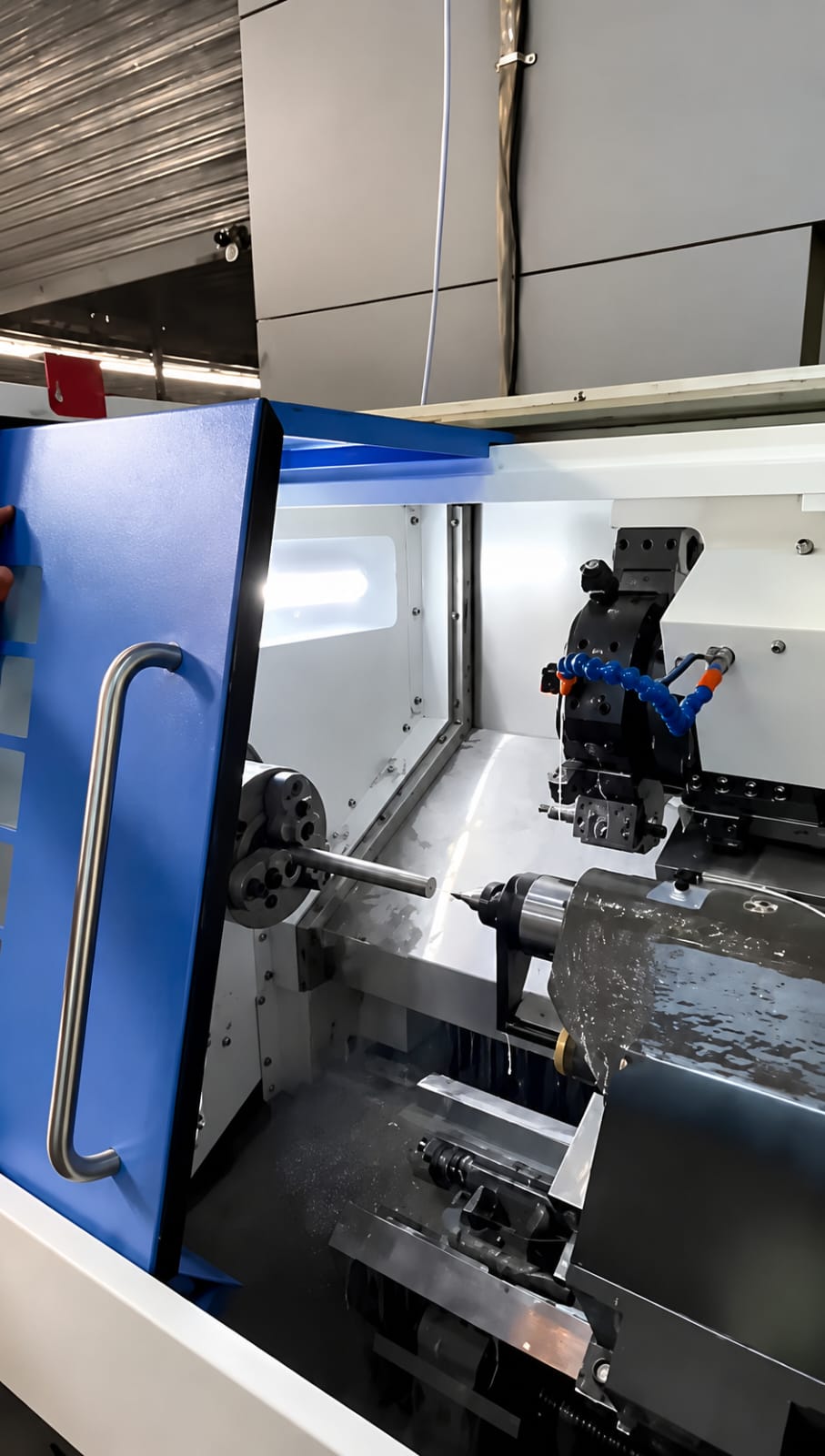
Every AODD pump begins as raw material — usually cast aluminium, polypropylene, or stainless steel, depending on what the pump is built to handle. Before any of that material becomes a pump body or manifold, it has to be machined down to a tolerance level of ±1%.
This stage matters more than it looks. A pump body that's off by even half a millimeter in the wrong place won't seat its diaphragm correctly, won't seal at the manifold joint, or won't hold pressure consistently under cyclic loading. Antlia's machining area has 10 lathe machines working side by side, each turning rough components into precision parts.

Grinding doesn't get much attention because, done well, it's invisible. Its entire job is to remove the small imperfections that machining inevitably leaves behind — tool marks, minor surface roughness, slight inconsistencies in flatness.
On a pump, surface finish isn't cosmetic. A rough surface on a sealing face creates a microscopic path for fluid to escape under pressure. A poorly finished bore accelerates wear on whatever moves against it. Grinding brings critical surfaces — sealing faces, bore interiors, mating surfaces between the pump body and manifold — to a finish tight enough that gaskets and seals can do their job properly.

Every AODD pump body needs a series of precisely placed holes: bolt holes to join the suction & discharge manifold, liquid chambers to the pump body, ports for air inlet and exhaust, and mounting holes for the base frame. These have to align exactly with corresponding holes on mating components.

A hole drilled even slightly off-centre can throw off the alignment of the entire manifold assembly, creating uneven clamping pressure across the diaphragm seal — one of the most common root causes of premature diaphragm failure in poorly manufactured pumps. Antlia has two dedicated drilling machines for this operation.
If you ask most people to name the most important department in a pump factory, almost nobody says "stores." That's a mistake, because nothing in the next five stages works without it.
The store department manages every component — diaphragms, air valves, gaskets, NRV balls, main shafts, pilot shafts, pistons, O-rings, manifolds, and castings — between the time they're manufactured or received and the time they reach the assembly line.

Before a single component reaches the assembly line, it goes through inspection. This isn't a final check at the end — it happens continuously, component by component, before assembly even begins.

One of the first steps is a Material Test Certificate (MTC). For stainless steel components, samples can be checked at government-approved laboratories, verifying the material meets the required grade and specifications whenever certification is requested by the customer.
In addition, each critical component is dimensionally inspected. Measurements are compared to engineering drawings to make sure each part is within the required tolerances before proceeding. Catching a flawed component before it's bolted into a finished pump is far cheaper — and far more reliable — than discovering the same flaw during final testing or after the pump has shipped.
This is the stage where forty to fifty individual parts stop being a pile of components and start being an AODD pump.

A typical assembly sequence brings together:
Assembly technicians work from a defined sequence, not improvisation, because the order in which components go together affects how evenly the diaphragm seats and how consistently the pump performs once running.
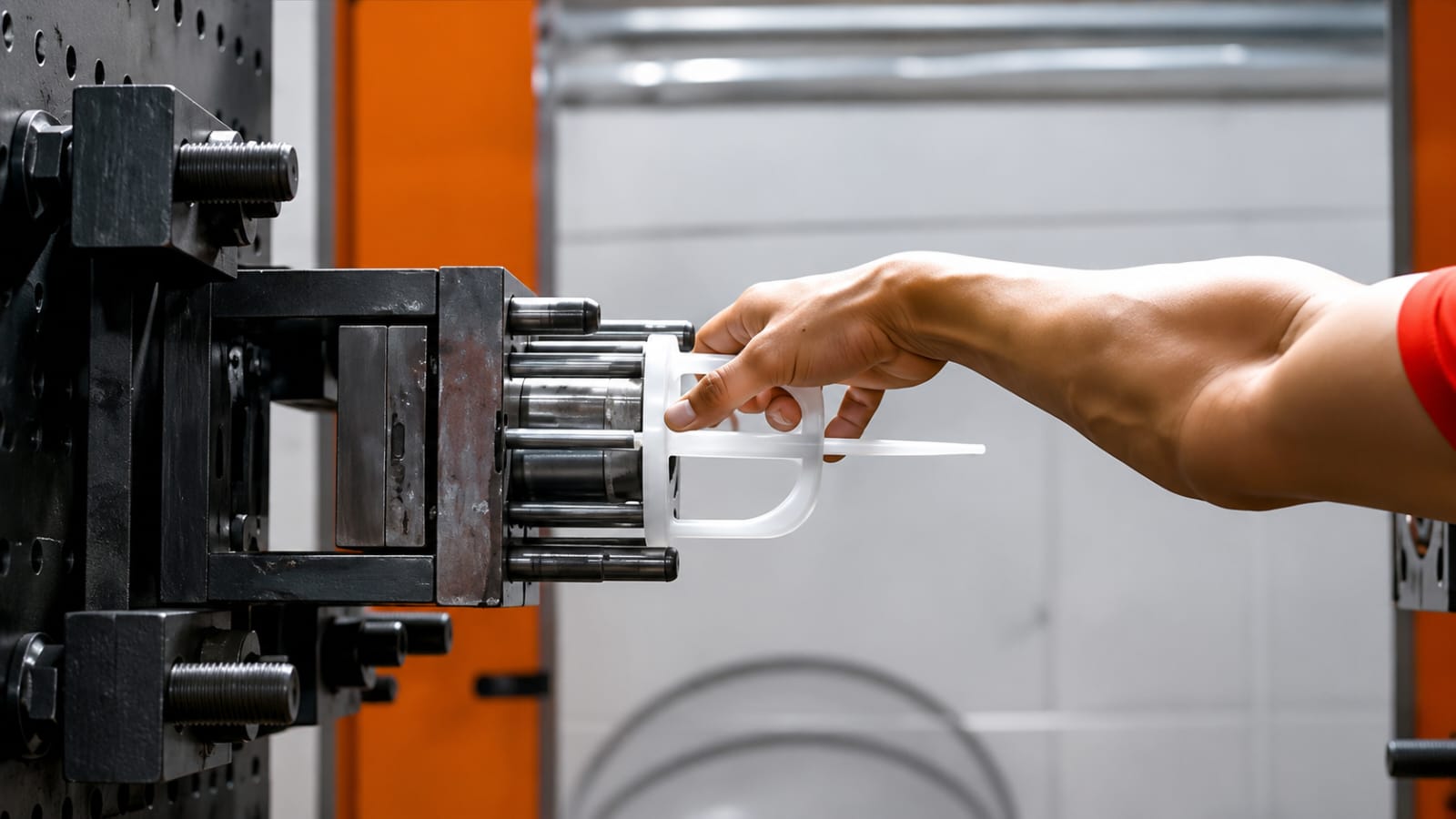
If there's one stage that determines whether a pump earns its reputation or damages it, this is the one. A finished pump may look ready, but specs aren't everything. At Antlia, each AODD pump is tested for performance before dispatch.
A pump that passes every test can still be damaged in transit if it isn't packed correctly — and for pumps headed to customers overseas, that risk is higher, not lower.

Export packing for industrial pumps typically involves:
None of this is glamorous. All of it is the reason a pump that left the factory in working condition arrives at the customer's dock in the same condition.

This is where the story most people associate with "an AODD pump" actually begins — except by this point, the pump has already been through ten stages most customers never think about.
AODD pumps manufactured through a process like this end up running across a wide range of industrial settings:
An industrial pump looks, from the outside, like a single object — a casting with some ports and a connection for an air line. It isn't. It's the end product of machining tolerances measured in microns, a quality inspection process that checks components before they're ever assembled, a testing sequence designed to catch the kind of flaw that wouldn't show up for months in the field, and a packing process built specifically to survive the trip to wherever the pump is going next.
Antlia Engineering Works has about 40 highly skilled staff in the factory. The clientele includes the Ministry of Defence, BPCL, NTPC, Asian Paints, IOCL, Coca-Cola, Godrej, and many more. The largest single order was 80 pumps worth ₹1 crore for Goa Glass Fibre (3B Fiberglass), whose parent company is based in Belgium.
Tell us your fluid, flow rate, pressure, and material of construction requirements — our engineers will recommend the right pump and get it to you, tested and ready.
Get a Free Quote Call +91 9819395995An AODD pump is used to transfer fluids in industrial settings, particularly where the fluid is corrosive, abrasive, viscous, or hazardous. Common applications include chemical processing, paint and coatings, pharmaceuticals, wastewater treatment, food processing, mining, and ceramics manufacturing.
An AODD pump uses compressed air to alternately flex two diaphragms inside the pump body. As one diaphragm moves outward, it draws fluid into that chamber; as the other moves inward, it pushes fluid out through the discharge manifold. Check valves (balls and seats) ensure fluid flows in one direction only.
AODD pumps can run dry without damage, handle abrasive and viscous fluids that would wear down centrifugal pump impellers, and don't require a mechanical seal around a rotating shaft — which eliminates a common failure point in fluid transfer applications.
AODD pump bodies are commonly made from cast aluminium, stainless steel (SS-316), or polypropylene (PP), depending on the fluid being handled. Diaphragms are typically made from PTFE, Santoprene, or similar elastomers selected for chemical compatibility.
A completed AODD pump goes through hydro pressure testing, a dry air test, and a wet test confirming leak-free performance and the 1:1 air-to-liquid pressure ratio before it is cleared for packing and dispatch.
Diaphragm failure is commonly caused by chemical incompatibility between the diaphragm material and the pumped fluid, uneven clamping pressure from misaligned manifold bolting, or wear over the pump's operating life. Correct material selection and proper assembly torque reduce premature failure significantly.
Yes. Unlike centrifugal pumps, AODD pumps can run dry for extended periods without damage, since they have no mechanical seal or bearing in direct contact with the pumped fluid that depends on the fluid for lubrication or cooling.
"Diaphragm pump" is a broader category; an AODD pump is a specific type of diaphragm pump that uses compressed air, rather than electricity or mechanical drive, to actuate the diaphragms. This makes AODD pumps suitable for hazardous or explosive environments where electrically driven pumps would pose a safety risk.
Manufacturing timelines vary by pump size and order volume, but the full process — from machining raw components through final testing and export packing — typically spans several weeks for a standard production run.